在柔性3D打印材料领域,一些有趣的变化正在发生:TPU不再是唯一的主要选择。一位更新的竞争者——PEBA线材,正出现在更多的网店、产品目录以及创客和工程师的讨论中。
事实上,2025年推出PEBA产品的线材品牌包括Siraya Tech、Synbotron和Kexcelled,它们加入了SainSmart、Fillamentum、3DXTech、eSun和Kimya等已有PEBA产品的行列。

这一连串的发布标志着一个转变。PEBA不再是通过小众供应商才能获得的特种材料。它正成为熔融沉积成型(FDM)打印中公认的一类柔性线材。
这并不意味着PEBA会在所有领域取代TPU。它成本更高,打印要求更苛刻,尤其是在远端送料(Bowden式)打印机上。一些配方的PEBA需要较慢的打印速度、控制良好的送料路径、特定的温度以及直接驱动挤出机才能获得最佳效果。但对于打印可穿戴设备、抗冲击部件、机器人组件、无人机缓冲器、运动器材原型,或任何需要长期保持柔性且不变形的物件来说,PEBA具有明显的优势。
那么,PEBA是柔性线材的未来吗?并不完全是,但它正成为那些性能比价格或便利性更重要的应用场景中的高端选择。正如我们在其他材料上看到的那样,随着采用率的增长,更容易打印的材料配方也会出现。

TPU很可能仍将是日常的柔性材料,同时也有新的硅胶材料令人兴奋,但PEBA作为一种更轻、弹性更好、更适合承受反复机械应力的选择,值得一试。
对于打印农场、服务机构工程团队来说,提供PEBA打印也可能成为一个卖点。提供PEBA作为材料选项,表明你支持工业级柔性部件,而不仅仅是消费级打印。
下面我们将深入探讨PEBA是什么、有哪些品牌可选以及如何用它进行打印。
01 PEBA是什么
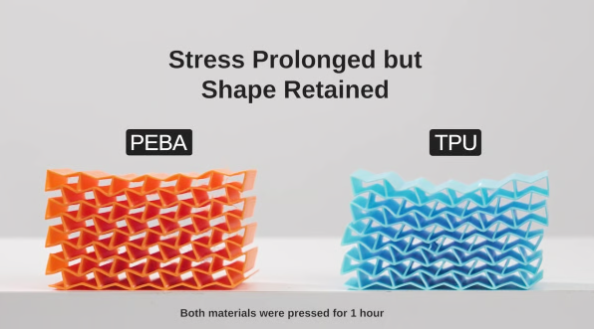
大多数3D打印用户已经知道TPU(热塑性聚氨酯)是标准的柔性线材。它耐用,相对容易打印,非常适合手机壳、铰链、手柄、垫圈和其他柔软部件。但TPU也有局限性。它可能随时间永久变形(蠕变),比一些替代材料重,并且在低温下会失去弹性。这就是PEBA的用武之地。PEBA是聚醚嵌段酰胺的缩写,多年来已用于运动装备、医疗器械和高性能鞋类等行业。然而,直到最近,它才成为可用于FDM打印机的线材。
PEBA的独特之处在于它结合了高弹性、重量轻、回弹性强,甚至在极寒条件下也能保持柔韧性,这使其成为冬季运动器材的理想选择。简而言之,与同等的TPU部件相比,PEBA制成的部件能更可靠地恢复形状,更耐疲劳,且重量更轻。
其日益普及的趋势很容易追踪:现在有更多知名品牌在销售它。

02 PEBA的兴起
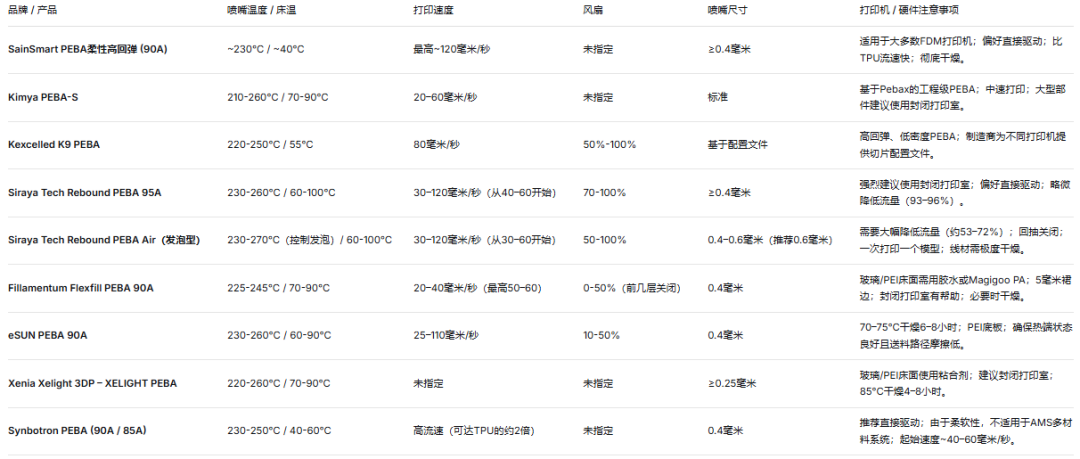
渴望在蓬勃发展的PEBA市场中开辟一席之地的材料制造商们,迅速宣扬这种材料的优势。SainSmart的PEBA高回弹材料宣传其密度低于、能量回馈率高于标准TPU。Kimya的PEBA-S则针对需要极高伸长率的应用进行营销,如运动装备和可穿戴组件。Siraya Tech早已以树脂材料闻名,现在推出了Rebound PEBA 95A线材,并宣传其能量回馈率约为78%,且能在低至-60°C的温度下保持柔韧。那么,当投资购买你的第一卷PEBA时(PEBA不便宜),你应该关注什么?下面我们将详细说明PEBA的一些特性和技术规格,为你打下坚实的基础。

03 PEBA线材的顶级品牌
eSun、Kexcelled和Siraya Tech的PEBA线材。

04 如何使用PEBA打印
PEBA已成为桌面3D打印中最有前途的柔性材料之一,但对普通用户而言,它仍然是一个具有挑战性的新领域。尽管制造商称赞其高回弹、低密度和类橡胶性能,但现实是PEBA属于一类要求苛刻的聚合物,其对打印机和操作者的要求远高于TPU等熟悉的柔性材料。结果是,如果你能克服它的诸多“怪癖”,就能打印出卓越的部件。
湿度是第一道难关。 Siraya Tech表示,其PEBA 95A“具有高吸湿性,意味着它很容易从空气中吸收水分。潮湿的线材会导致打印质量差(拉丝、气泡、部件脆弱、堵塞)。”因此,其技术数据表(TDS)建议在每次打印前彻底干燥线盘,并在不使用时将其与干燥剂一起密封保存。
跳过这一步,材料可能会出现不可预测的行为,拉丝、气泡和层间结合不良是预料之中的结果。这种对环境湿度的敏感性迫使你必须像对待技术级树脂一样对待PEBA,而不是日常线材。
即使保持干燥,PEBA也带来了第二个挑战:其热学要求。 例如,Siraya Tech推荐的喷嘴温度范围是230–260°C,加热床温度为60–100°C(大型打印为防止翘曲,床温可高达100°C)。同时,另一个领先的线材品牌Fillamentum的Flexfill PEBA 90A则建议打印温度在225–245°C之间,床温为70–90°C。
这些温度实际上强制要求使用全金属热端,因为低于此标准的部件可能导致材料降解、堵塞或流动不稳定。对于像Siraya Tech Rebound PEBA Air这样的发泡版本,情况更复杂:其打印指南显示喷嘴温度高达270°C,因为温度直接控制着发泡程度、密度和部件的最终硬度。
正确设置温度只是难题的一部分。 PEBA的机械处理也有其自身难点。因为这种聚合物即使在挤出后也保持柔软和弹性,要可靠地送料需要严格控制。Siraya Tech的指南建议使用直接驱动挤出机以获得最佳效果,并指出像PEBA这样的软质线材在那里比在远端送料(Bowden)设置中“更好控制”。
回抽——避免硬质塑料拉丝的标准技巧——对于PEBA来说变成了一场赌博。对于非发泡型PEBA,适度的回抽(例如0.4毫米)可能有效;对于像PEBA Air这样的发泡类型,必须完全关闭回抽,并且一次只打印一个模型以避免渗漏和变形。
这种柔软性也给提高打印速度的期望带来了麻烦。 PEBA通常可以比相同硬度等级的TPU打印得更快,但建议保守起步(例如40–60毫米/秒),并在监控打印质量的情况下逐渐提高速度。
Fillamentum对其PEBA 90A的指南也认同这一点——“从20–30毫米/秒开始,然后提高……最高至50–60毫米/秒。”(Fillamentum)然而,在实践中,所有柔性材料在挤出机送料过快时都容易出现打印停滞或堵塞,尤其是在复杂几何形状或小层打印时。
然后还有附着力的挑战。 即使在“最佳”条件下,PEBA的柔韧性也不利于打印床附着。对于Fillamentum的线材,成功的打印通常需要镜面玻璃或玻璃打印床,外加粘合剂(PVA或像Magigoo PA这样的专用胶水)和约5毫米的裙边,因为该公司警告说“在PEI表面上打印可能具有挑战性”。Siraya的指南也呼应了这一点,建议在小接触面积上使用裙边或底座,注意首层打印速度和温度,并建议打印床要清洁且准备充分。
由于冷却同时影响翘曲、悬垂、附着力和层间结合,风扇和打印室控制变得至关重要。 你会看到一系列建议,从适度的部件冷却(70–100%)以平衡拉丝和层间附着力,到建议关闭风扇打印前几层,然后将冷却限制在0–50%。
简而言之,本应简单的打印很快变成了一种微妙的平衡:湿度控制、高温、坚固的硬件、附着技巧、缓慢谨慎的挤出以及严格的冷却控制。
尽管如此,如果你能设法处理好这一切,PEBA就能提供其他线材很少能提供的东西:即使在低温下也能保持的柔韧性、回弹性、耐化学性、低密度以及优异的回弹和能量回馈能力。
对于愿意接受细节挑战并投入精力的3D打印操作者来说,PEBA并非一条轻松的道路——但它能带来桌面FDM打印中最强大的柔性线材之一。掌握它需要耐心和精确度;但一旦掌握,它便能开启通往功能性部件和性能的大门,这是TPU根本无法比拟的。
发表评论 取消回复