3D打印的7类主流技术
1
材料挤出

Part.1
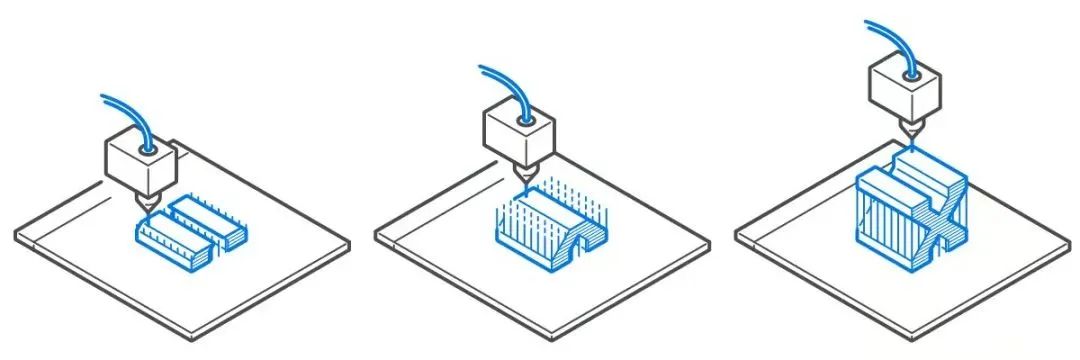
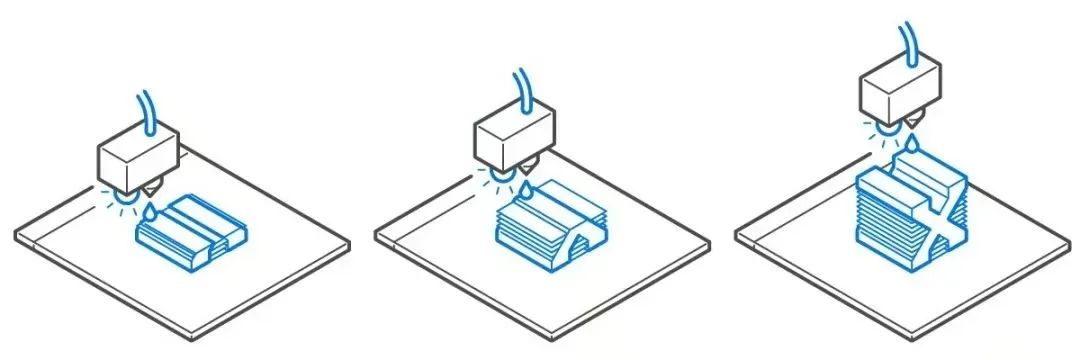
材料挤出也被称为MEX,顾名思义:材料通过喷嘴挤出。通常情况下,这种材料是一根塑料细丝,通过一个加热的喷嘴进行熔化和挤出。打印机沿着软件确定的路径将材料放置在构建平台上,然后线材冷却并凝固形成固体物件。
MEX听起来很简单,是最常见的3D打印形式,也是成本最低的3D打印方法,而且其可以挤出的材料几乎没有限制,像塑料、金属、混凝土、生物凝胶和各种食物材料等,所用材料范围非常广。但通常其材料性能较低,如强度,耐用性等,而且其尺寸精度不高。
Part.2
像熔融沉积建模(FDM)、建筑3D打印、微型3D打印、生物3D打印、熔融颗粒建模(FGM)等都属于MEX(材料挤出)的子类型。
● 材料挤出的子类型:熔融沉积建模 (FDM)、建筑 3D 打印、微型 3D 打印、生物 3D 打印
● 材料:塑料、金属、食品、混凝土等
● 尺寸精度:±0.5%(下限±0.5mm)
● 常见应用:原型、电气外壳、形状和配合测试、夹具和夹具、熔模铸造模型、房屋等。
● 优势:成本最低的 3D 打印方法,材料范围广
● 缺点:通常材料性能较低(强度、耐用性等),通常尺寸精度不高
2
树脂打印
Part.1
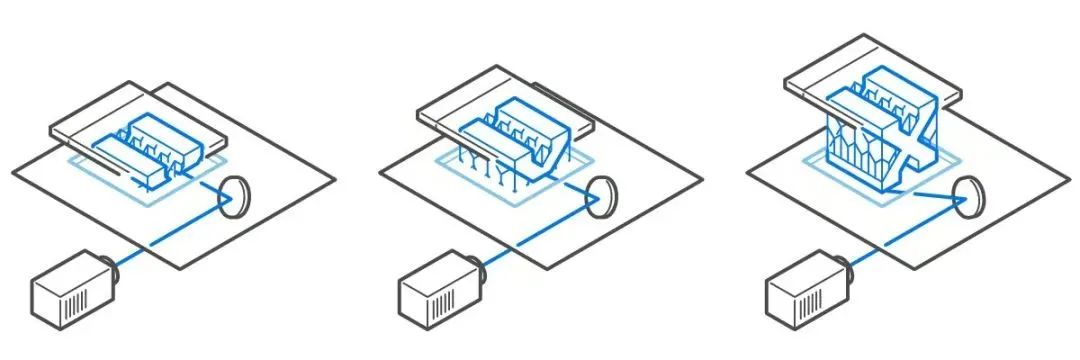
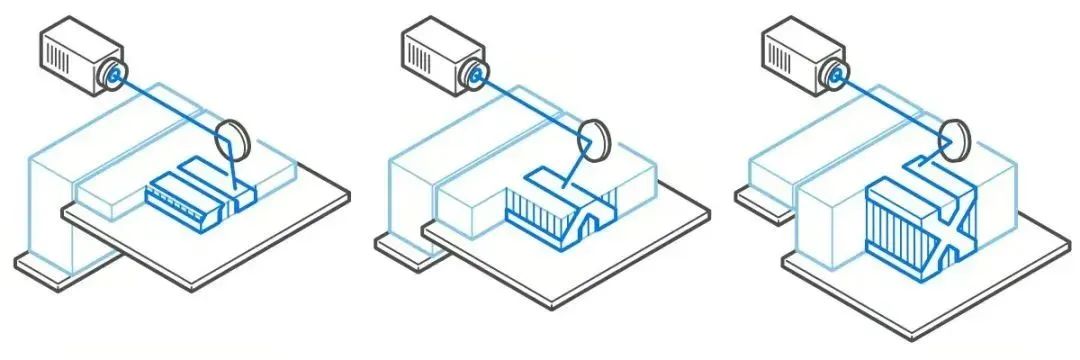
光聚合(也称为3D树脂打印)是一种3D打印工艺,其打印出来的物体表面光洁度好,特征细节精细。3D树脂打印是使用光源在还原容器中选择性地固化(或硬化)光敏聚合物树脂(对光起反应的聚合物)。
换句话说,光线被精确地引导到液体塑料的特定点或区域,根据3D模型的相应切片使其硬化。一旦第一层固化,构建平台向上或向下移动少量(通常在0.01到0.05毫米之间),下一层固化,与前一层连接。逐层重复此过程,直到3D部件形成。
3D打印过程完成后,清洁物体以去除剩余的液体树脂并进行后固化(在阳光下或紫外线室中),以增强部件的机械性能。没有这些印后步骤,零件是不可用的。
Part.2
还原聚合三种最常见形式是立体光刻(SLA)、数字光处理(DLP)和液晶显示(LCD),也称为掩膜立体光刻(MSLA),还有微立体光刻(µSLA)等。这些类型的3D打印技术之间的根本区别在于光源以及如何使用它来固化树脂。
●3D 打印技术的类型:立体光刻 (SLA)、液晶显示器 (LCD)、数字光处理 (DLP)、微立体光刻 (μSLA) 等。
●材料:光聚合物树脂(可浇注、透明、工业、生物相容性等)
●尺寸精度:±0.5%(下限为 ±0.15 毫米或 5 纳米,使用 μSLA)
●常见应用:注塑模状聚合物原型和最终用途部件、珠宝铸造、牙科应用、消费品
●优势:光滑的表面光洁度,精细的特征细节
3
粉末熔融

Part.1
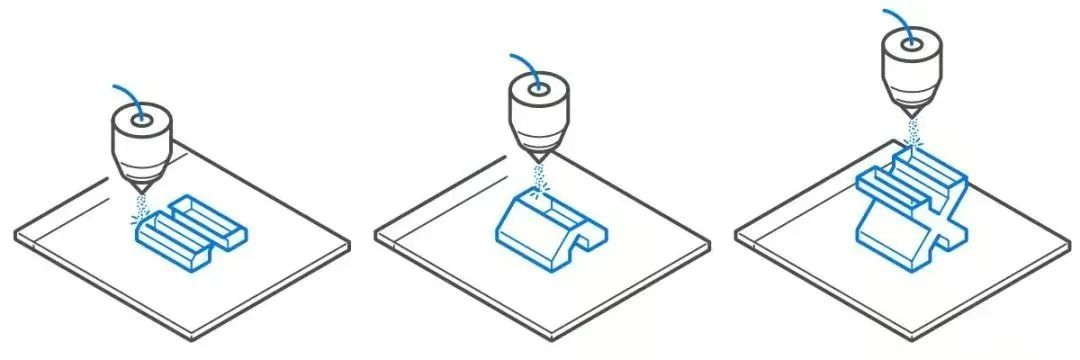
粉末床融合(PBF)是一种3D打印工艺,其中热能源选择性地熔化构建区域内的粉末颗粒(塑料、金属或陶瓷),以逐层创建固体物体。它制作出来的功能零部件具有优异的机械性能和复杂的几何形状。但是其机器成本较高,通常是高成本材料,而且制造速度较慢。
粉末床融合3D打印机在打印床上铺上一层薄薄的粉末材料,通常使用一种刀片、滚筒或擦拭器。来自激光的能量熔化粉末层上的特定点,然后另一个粉末层沉积并融合到前一层。不断重复该过程,直到制造出整个物体,最终产品由未融合的粉末包裹和支撑。
Part.2
PBF常见的工艺有选择性激光烧结(SLS)、激光粉末床熔融(LPBF)、电子束熔化(EBM)。可以制造出具有高机械性能(包括强度、耐磨性和耐用性)的零部件,用于消费品、机械和工具的最终用途。其主要使用的材料有塑料粉、金属粉、陶瓷粉。
●3D打印技术的种类:选择性激光烧结(SLS)、激光粉末床熔化(LPBF)、电子束熔化(EBM)
●材料:塑料粉末、金属粉末、陶瓷粉末
●尺寸精度:±0.3%(下限±0.3mm)
●常见应用:功能部件、复杂管道(空心设计)、小批量部件生产
●优势:功能部件、出色的机械性能、复杂的几何形状
●缺点:机器成本较高,通常是高成本材料,建造速度较慢
4
材料喷射

Part.1
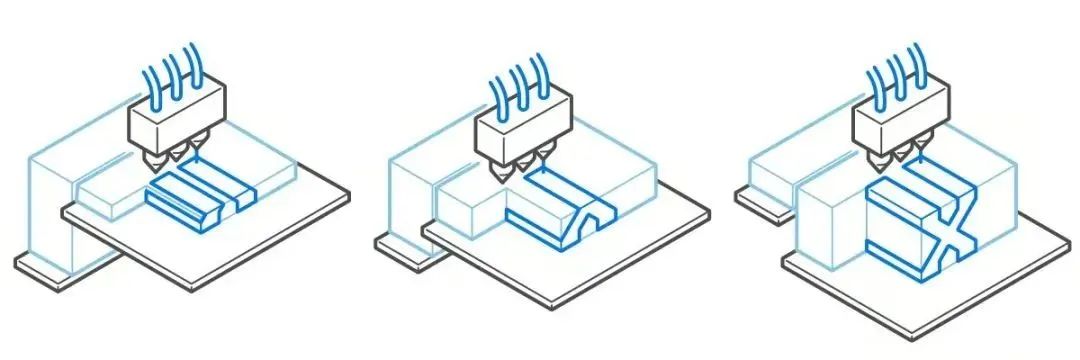
材料喷射是一种3D打印工艺。其中微小的材料液滴被沉积,然后在构建板上固化。使用的材料一般是光聚合物或蜡滴,其暴露在光下就会固化,即可一次一层地建造物体。
材料喷射常见的工艺有材料喷射(M-Jet)、纳米颗粒喷射(NPJ)、PolyJet、塑料自由成形等。
Part.2
材料喷射过程的性质允许在同一物体上打印不同的材料。这种技术的一个应用是制造多种颜色和纹理的零件。其制作出来的零件表面带纹理,光洁度高,颜色饱满,而且有多种材质可选。但是其材料有限,不适合要求精密的机械零件,成本高于用于视觉工艺的其他树脂技术。
● 3D 打印技术的类型:材料喷射 (MJ)、纳米粒子喷射 (NPJ)
● 材料:光敏树脂(标准、浇注、透明、耐高温)、蜡
● 尺寸精度:±0.1 mm
● 常见应用:全彩产品原型、类似注塑模具的原型、低运行注塑模具、医疗模型、时装
● 优势:带纹理的表面光洁度、全彩和多种材料可用
● 缺点:材料有限,不适合要求精密的机械零件,成本高于用于视觉目的的其他树脂技术
5
粘结剂喷射

Part.1
粘合剂喷射是一种3D打印工艺,其中液体粘合剂选择性地粘合一层粉末的区域。该技术类型兼有粉末床熔合和材料喷射的特点。与PBF类似,BJ使用粉末材料(金属、塑料、陶瓷、木材、糖等),液体粘合剂聚合物从喷墨器沉积则与材料喷射一样。但无论是金属、塑料、砂子,还是其他粉末状材料,粘合剂的喷射过程本质上是相同的。
Part.2
金属粘结剂喷射、聚合物粘结剂喷射、砂粘结剂喷射、多喷射熔融、高速烧结、选择性吸收熔融等都属于粘合剂喷射。其独特之处在于打印过程中没有热量,因此一直被认为是一种“冷”技术。然而,当我们谈到聚合物粘结剂喷射时,这种情况可能会发生变化。越来越多的打印机使用粉末状聚合物和喷墨头喷出的液体,但它们包括一个热组件,可以熔化或融合聚合物颗粒。由此产生的部件比简单地用粉末粘合而成的部件要坚固得多,所以很多公司更喜欢将其流体和热聚合物粘合剂喷射工艺分开。粘合剂喷射打印速度快,成本低,构建量大,生产率高,因此与其他AM方法相比,它可以更经济高效地生产大量零件。而且其色彩还原效果好,无支撑设计灵活性,能够制作全彩原型和模型。
金属粘合剂喷射可用于多种金属,在最终用途的消费品、工具和批量备件中十分流行。但聚合物粘合剂喷射的材料选择有限,用冷加工版本制造的聚合物零件机械强度不高,结构性能较低。
●3D打印技术的子类型:金属粘合剂喷射、聚合物粘合剂喷射、砂粘合剂喷射
●材料:沙子、聚合物、金属、陶瓷等。
●尺寸精度:±0.2 毫米(金属)或±0.3 毫米(沙子)
●常见应用:功能性金属零件、全彩模型、砂铸件和模具
●优势:低成本、大构建体积、功能性金属部件、出色的色彩再现、快速打印速度、无支撑设计灵活性
●缺点:对金属来说是一个多步骤的过程,聚合物部件不耐用
6
定向能量沉积

Part.1
定向能量沉积(DED)是一种3D打印工艺,金属材料在沉积的同时被强大的能量供给和熔化。这是最广泛的3D打印类别之一,根据材料的形式(线材或粉末)和能量类型(激光、电子束、电弧、超音速、热量等)分为许多子类别。从本质上讲,它是任何一种金属可以被控制成层沉积的方式(不是挤压),与焊接有很多共同之处。
DED的组装速度快,能够在现有部件上添加金属。一般被用于逐层打印,但更多的时候,它被用来修复或增加金属物体的特征,将材料直接沉积在现有的金属部件上。该技术被认为是一种更快、更便宜的小批量金属铸造和锻造零件的替代品,可用于海上石油和天然气行业、航空航天、发电和公用事业行业的关键维修。但其无法制作支撑结构而无法制作复杂的形状,而且其表面光洁度和精度一般比较差。
Part.2
DED的子类别可按原料类型或能源类型进行划分。像粉末激光能量沉积、线弧增材制造(WAAM)、线电子束能量沉积、冷喷涂等,我们选择按能源类型对它们进行分组,以突出能源在最终产品中的差异。
●定向能量沉积的子类型:粉末激光能量沉积、线弧增材制造 (WAAM)、线电子束能量沉积、冷喷涂
●材料:各种金属,线材和粉末形式
●尺寸精度:±0.1 mm
●常见应用:修复高端汽车/航空航天部件、功能原型和最终部件
●优势:高堆积率,能够向现有组件添加金属
●缺点:由于无法制作支撑结构而无法制作复杂的形状,通常表面光洁度和精度较差
7
剥离层积技术
Part.1
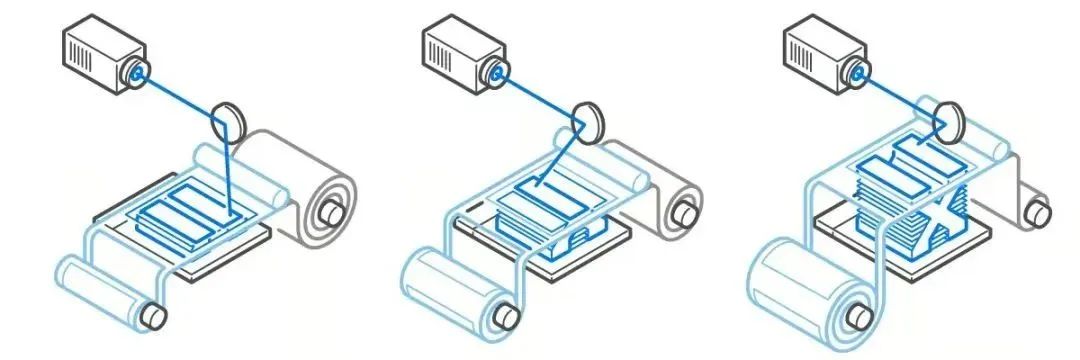
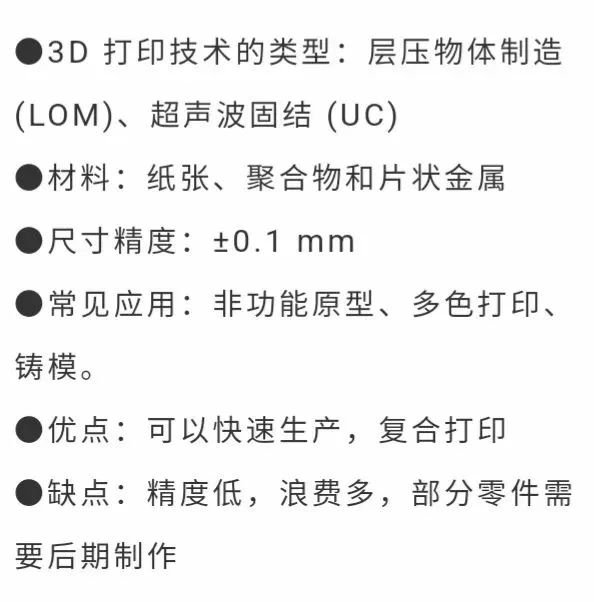
剥离层积技术上是3D打印的一种形式,有层压对象制造(LOM(Laminated Object Manufacturing))、超声波固化(UC)等技术。它与其他AM技术有很大不同,其功能是将非常薄的材料堆叠和层压在一起以产生3D物体或堆叠,然后用机械或激光切割形成最终形状,其可以快速生产,复合打印。
材料层可以使用多种方法融合在一起,包括加热和声音,这取决于所采用的材料,包括纸张、聚合物、金属。但是SHL技术在零件被层压然后激光切割或机械加工成所需的形状时,会产生比其他3D打印技术更多的浪费,且其精度低,部分零件需要后期制作。制造商使用薄片层压以相对较高的速度生产成本效益高的非功能性原型,这是一种很有前途的电池技术,也可用于生产复合材料,因为所使用的材料可以在打印过程中互换。
Part.2



发表评论 取消回复